
Китайские трехфазные двигатели: технологии и экология?
2026-01-22
Когда слышишь это сочетание, первое, что приходит в голову — дешево, сердито и сомнительно в плане долговечности. Так думают многие, и я сам лет десять назад был настроен скептически. Но сейчас, глядя на то, как изменился рынок и сами продукты, понимаешь, что вопрос куда глубже. Речь уже не просто о цене, а о том, как китайские трехфазные двигатели вписываются в современные требования по энергоэффективности и что на самом деле стоит за их ?экологичностью?. Попробую разложить по полочкам, исходя из того, с чем приходилось сталкиваться на практике.
Эволюция ?железа?: от копий к собственным разработкам
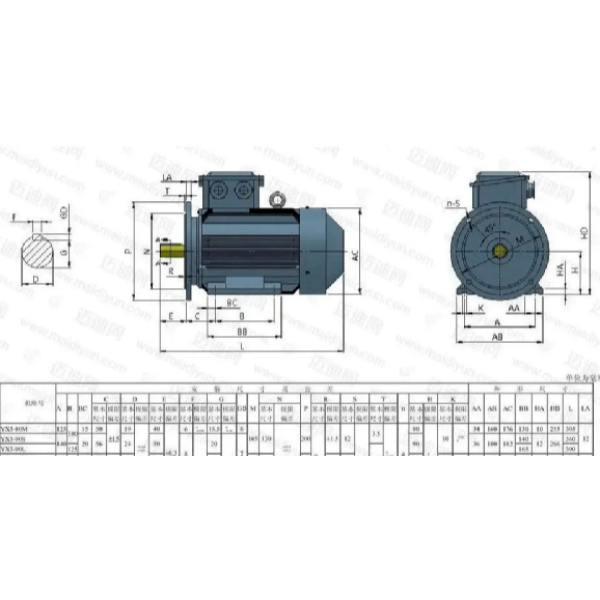
Раньше, лет так до 2010-х, ситуация была предсказуемой: брали устаревшие советские или европейские модели, упрощали конструкцию, экономили на материалах — стали, меди, изоляции. Результат — моторы грелись, гудели, и КПД был плачевным. Сейчас картина иная. Возьмем, к примеру, асинхронные двигатели с короткозамкнутым ротором. Если раньше ламинирование статора часто было проблемным местом (некачественная сталь, неплотная сборка), то сейчас многие производители перешли на холоднокатаную электротехническую сталь с улучшенными магнитными свойствами. Это не рекламные слова — это видно по паспортным данным и, что важнее, по результатам испытаний.
Но тут есть нюанс. Технологии есть у всех, а вот контроль качества — нет. Я видел партии от разных заводов, где на бумаге характеристики идентичны, а на деле разброс по потребляемому току на холостом ходу доходил до 15%. Это убивает всю потенциальную экономию. Поэтому сейчас ключевой момент — не наличие современного оборудования на заводе (о нем все пишут на сайтах), а выстроенная система контроля на каждом этапе. Без этого даже самая продвинутая технология не гарантирует стабильности.
Интересный опыт был с одним проектом по замене парка двигателей на насосной станции. Рассматривали в том числе и вариант от SICHUAN YIBIN LIYUAN ELECTRIC MACHINERY. Завод, напомню, с историей с 1965 года, одно из тех назначенных предприятий, что производило спецдвигатели для госнужд. В их случае часто чувствуется этот ?советский? подход: надежность и ремонтопригодность в ущерб иногда минимальным габаритам или весу. Для станции это было плюсом. Двигатели серии YE3, которые они предлагали, по факту показали КПД на уровне заявленного класса IE3, но что удивило — низкий уровень вибрации даже после года работы в неидеальных условиях. Видимо, сказывается опыт в специализированном машиностроении, где к балансировке относятся серьезно. Подробнее об их подходе можно посмотреть на liyuandj.ru.
Экология как производный параметр
Вот это, пожалуй, самый запутанный момент. Производители вовсю ставят на шильдики IE3, IE4, говорят о снижении углеродного следа. Но экологичность электродвигателя — это не только высокий КПД. Это весь жизненный цикл. Начинается он с производства. Экономия на лакокрасочных покрытиях или использование устаревших методов окраски, которые я до сих пор наблюдаю на некоторых мелких заводах, — это выбросы летучих соединений. Это ?грязное? производство, последствия которого потом пытаются компенсировать высоким КПД готового изделия. Получается парадокс.
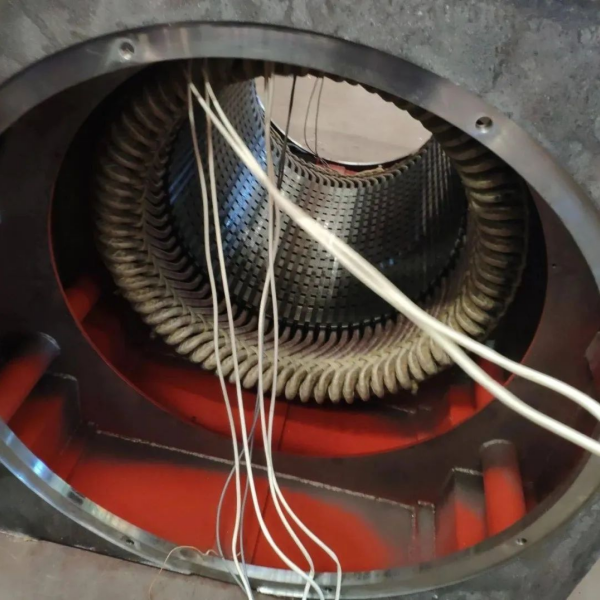
Вторая сторона — материалы. Медь есть медь, но изоляционные материалы — это отдельная тема. Переход на безгалогенные, не поддерживающие горение изоляционные материалы (типа изоляции класса F или H на основе слюдосодержащих лент) — это реальный вклад в экологию и безопасность. Но это удорожает продукт. Крупные игроки, те же, кто работает на экспорт в ЕС, уже давно это внедрили. Мелкие — часто экономят, используя материалы похуже, что сказывается на сроке службы и, опять же, ведет к более частой утилизации.
Утилизация — финальный аккорд. Конструкция двигателя должна быть не только технологичной для сборки, но и, в идеале, пригодной для легкой разборки и сортировки материалов. Здесь у китайских производителей пока провал. Ремонтники ненавидят разбирать некоторые модели — все посажено на герметики, запрессовано намертво. Это увеличивает стоимость ремонта и делает утилизацию более энергозатратной. Получается, экологичность в эксплуатации сводится на неэкологичностью в конце жизненного цикла. Над этим еще работать и работать.
Полевые испытания: где теория сталкивается с реальностью
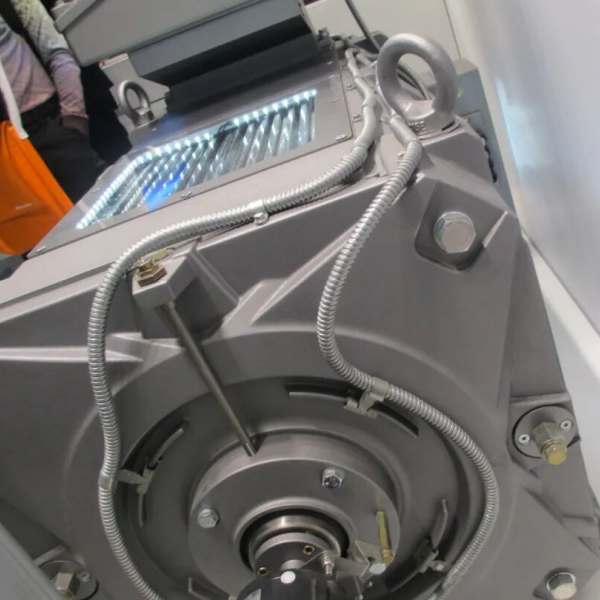
Любые паспортные данные меркнут, когда двигатель попадает в реальные условия. Влажность, пыль, перепады напряжения — вот что показывает его истинное лицо. Работал с поставками для карьера в Сибири. Задача — приводы для конвейеров. Температура от -40°C до +35°C, постоянная угольная пыль. Ставили и российские, и китайские двигатели, в том числе из провинции Сычуань. Главной проблемой для китайских моторов в тот раз оказалась не электротехническая часть, а механика — подшипниковые узлы.
Общеизвестная слабость — сальниковые уплотнения. На многих стандартных моделях они рассчитаны на условно ?чистые? цеха. В условиях абразивной пыли они выходили из строя за несколько месяцев, пыль попадала в подшипник, и начинался его ускоренный износ. Решение было найдено не в замене двигателя, а в его доработке силами местных ремонтников — установке лабиринтных или торцевых уплотнений. После этого двигатели отрабатывали свой срок без нареканий. Это показательный момент: часто базовая конструкция надежна, но не адаптирована под специфические среды. Производителю стоило бы предлагать опции.
Еще один камень преткновения — работа на пониженном напряжении. В той же глубинке сети нестабильны. Двигатель, рассчитанный на 380В, может подолгу работать при 340-350В. Многие импортные (не только китайские) начинают сильно греться, теряют момент. Наблюдал, как двигатели от того же завода Лиюань, благодаря, как мне объяснили инженеры, слегка завышенному сечению обмотки и особенностям конструкции магнитопровода, держали нагрузку в таких условиях дольше без перегрева. Это не было заявленной характеристикой, но оказалось ценным побочным эффектом их конструктивной схемы. Такие вещи в каталогах не пишут, они узнаются только в деле.
Энергоэффективность: цифры, экономика и самообман
Классы IE — это святое. Но покупатель часто впадает в две крайности: либо гонится за самым высоким классом (IE4), не считая окупаемости, либо берет самое дешевое, игнорируя КПД. Истина, как всегда, посередине. Для насоса или вентилятора с регулируемым приводом (частотником) инвестиции в двигатель IE4 могут окупиться. Для станка, который работает в режиме ?включил-выключил? или с постоянной нагрузкой, разница в КПД между хорошим IE3 и IE4 может окупаться десятилетиями. Стоит ли оно того?
Важнее часто бывает не абсолютное значение КПД, а его пологая характеристика в широком диапазоне нагрузок. Видел двигатели, которые при 75% нагрузке показывали КПД близкий к паспортному (скажем, 94.5%), но при 50% нагрузке он проваливался до 91%. А есть модели, где разница не превышает 1.5%. Второй вариант, даже с чуть более низким пиковым КПД, в реальной эксплуатации часто оказывается выгоднее, потому что оборудование редко работает строго на номинале. Вот на это стоит смотреть при выборе, а не на красивую цифру на шильдике.
И конечно, связка двигатель-частотник. Многие китайские двигатели стандартных серий не оптимизированы для работы с ШИМ-сигналом от частотного преобразователя. На высоких частотах коммутации могут возникать проблемы с изоляцией, повышенный нагрев из-за дополнительных потерь в стали, писк. Сейчас появляются серии ?инверторного исполнения?, но они на 20-30% дороже. Опять вопрос целесообразности. Если привод будет работать на фиксированной скорости от частотника (для плавного пуска), возможно, и не нужно переплачивать. Если же предполагается широкий диапазон регулирования — лучше взять специализированную модель. Без понимания этого нюанса вся ?экологичность? от регулируемого привода может уйти в дополнительный нагрев и сокращение срока службы обмотки.
Взгляд в будущее: куда дует ветер?
Тренд очевиден: ужесточение нормативов по КПД, давление в сторону ?зеленого? производства, спрос на готовые приводные системы, а не на голый двигатель. Китайские производители это чувствуют. Крупные заводы активно развивают линейки синхронных реактивных двигателей, двигателей с постоянными магнитами. Это уже следующий уровень, где выигрыш в КПД значителен, но и цена, и риски (например, с поставками редкоземельных металлов для магнитов) выше.
Но для массового рынка, думаю, в ближайшие 5-7 лет основой останется асинхронный двигатель с улучшенными характеристиками. Его потенциал еще не исчерпан — за счет более точного моделирования магнитных полей (той же методологии конечных элементов), улучшения систем охлаждения (например, вентиляторы с аэродинамическим профилем лопастей), применения более качественных подшипников. Прогресс будет эволюционным, а не революционным.
Самое главное изменение, которого я жду, — это смена парадигмы у заказчиков. Переход от покупки ?двигателя как железа? к покупке ?функции привода? с гарантированными параметрами энергопотребления за жизненный цикл. Когда это произойдет, производителям, в том числе и китайским, придется конкурировать не ценой тонны металла, а реальной эффективностью и надежностью своей продукции в конкретных условиях. И тогда сочетание ?технологии и экология? перестанет быть просто маркетинговым заголовком, а станет конкретным инженерно-экономическим расчетом для каждого проекта. А пока что мы где-то на полпути к этому.