
Сравнение типов конструкции обмоток электродвигателей
2026-04-29
По форме проводника электромагнитные провода делятся в основном на круглые и плоские. Провода разных форм значительно различаются по коэффициенту заполнения обмотки, теплоотводящим свойствам и сложности обработки, что напрямую влияет на удельную мощность и эффективность работы двигателя.
Провод с круглым сечением обладает хорошей гибкостью, его легко намотать вручную или с помощью небольшого намоточного станка, а затраты на его изготовление невысоки. Однако коэффициент заполнения его обмотки относительно низок — всего 50–60 %, то есть фактическая площадь поперечного сечения проводника в пазах обмотки составляет небольшую долю от общей площади пазов, что приводит к низкой эффективности использования пространства. При проектировании с высокой степенью заполнения пазов это неизбежно создает определенные трудности при вставке проволоки, особенно в условиях механизированного производства. Машина не обладает конкретным восприятием, как при ручной работе, что может привести к повреждению обмоточной проволоки в той или иной степени, увеличивая частоту электрических неисправностей двигателя; в то же время между круглой проволокой остается много зазоров, что ухудшает теплоотвод, поэтому она в основном подходит для микромоторов, однофазных двигателей и других устройств с небольшой мощностью.
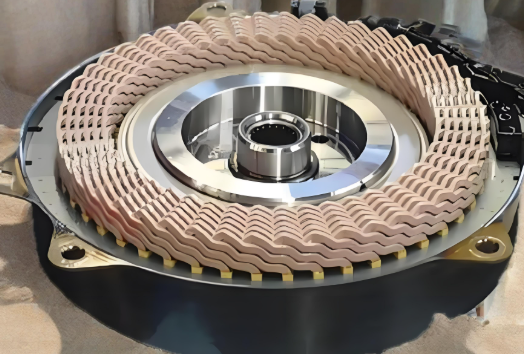
Плоский провод имеет прямоугольное или квадратное сечение. По сравнению с круглым проводом его главным преимуществом является высокий коэффициент заполнения обмотки, достигающий 70–80 %, что позволяет разместить больше проводников в том же пространстве пазов обмотки и повысить удельную мощность двигателя; кроме того, площадь соприкосновения плоского провода со стенками пазов сердечника больше, что обеспечивает лучшую теплоотдачу и позволяет эффективно снизить нагрев двигателя во время работы. Благодаря этим преимуществам плоский провод стал основным выбором для приводных двигателей новых энергетических автомобилей, а также для высокоэффективных промышленных двигателей класса IE4 и выше. Однако плоский провод обладает низкой гибкостью, предъявляет более высокие требования к точности намоточного оборудования и имеет относительно высокую стоимость обработки. При использовании плоской проволоки в обмотке формовка катушки является обязательным этапом обработки. Совместимость катушки с формой, а также качество формовки напрямую определяют конечный результат обработки обмотки. Однако с постоянным развитием механизированного и интеллектуального производства, а также разработкой и применением интеллектуального программного обеспечения для моделирования технологические ограничения при использовании плоской проволоки постепенно устраняются, что закладывает прочную основу для общего повышения уровня энергоэффективности двигателей.





