
Китайский завод АД: технологии и экология?
2026-01-25
Когда слышишь ?китайский завод?, в голове у многих до сих пор всплывает картинка: дым, шум, и вопрос об экологии повисает в воздухе. Работая с поставщиками лет десять, я сам через это прошел. Но сейчас, если говорить конкретно про заводы асинхронных двигателей, все стало куда сложнее и интереснее. Технологии ушли далеко вперед, а экология — это уже не просто фильтр на трубу поставить, а встроенный в процесс параметр, который напрямую бьет по себестоимости и, как ни странно, по качеству продукции. Попробую разложить по полочкам, как это выглядит изнутри, без глянца.
Разрыв шаблона: не ?или-или?, а ?и-и?
Раньше главный миф был таким: либо ты делаешь мощный, дешевый движок, но палишь обмотки лаком, от которого в цеху не продохнуть, либо идешь на дорогие ?зеленые? технологии, и продукт становится золотым. Сейчас этот разрыв стремительно сокращается. Китайские производители, особенно те, кто работает на экспорт в ЕС или для совместных предприятий, поняли простую вещь: современные экологические стандарты — это по сути стандарты на технологии производства. Не выполнишь их — просто не продашь двигатель в приличный проект.
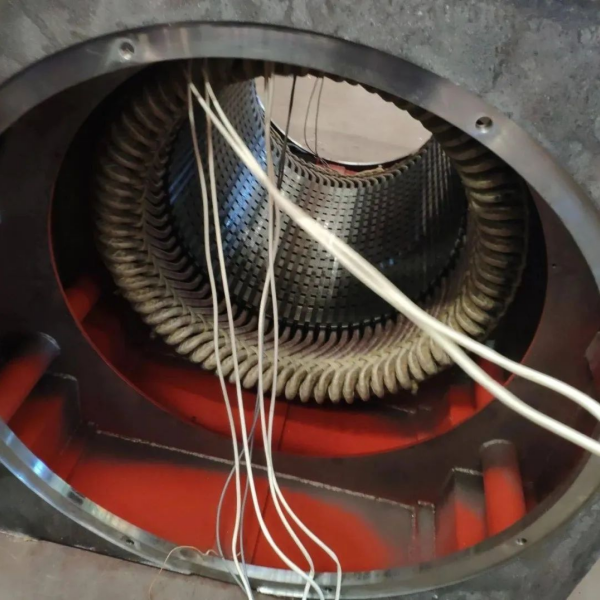
Возьмем, к примеру, процесс пропитки обмоток. Сердце любого АД. Лет десять назад стандартом был битумный или фенолформальдегидный лак. Дым, запах, вредность для рабочих — кошмар. Сейчас ведущие заводы, даже не самые гигантские, массово перешли на безрастворимые эпоксидные смолы или составы на водной основе для пропитки методом вакуумного давления (VPI). Это не дань моде. После такой пропитки изоляция получается монолитной, без пузырей, теплопроводность лучше, влагостойкость выше. То есть, уходя от вредной химии, ты автоматически получаешь более надежный и долговечный двигатель. Экология здесь стала драйвером качества.
Но переход этот болезненный. Помню, как на одном из заводов в провинции Сычуань пытались внедрить новую линию VPI. Оборудование купили, а технологию не отработали — не учли вязкость нового состава при их-то влажном климате. Полгода мучились, брак был огромный. В итоге пришлось звать немецкого инженера-технолога, который за две недели все настроил. Это к вопросу о том, что купить станок — это полдела. Знание, как им пользоваться в конкретных условиях, — вот что критично.
Энергоэффективность как отправная точка
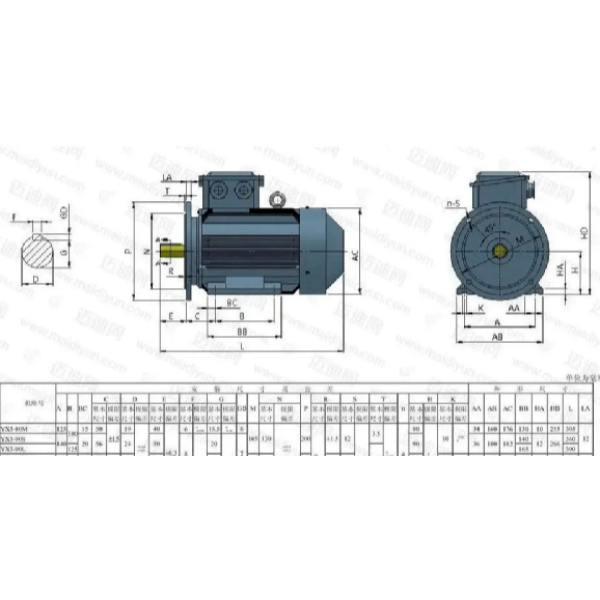
Сегодня любой разговор о технологиях и экологии начинается с КПД. Стандарты IE3 — это уже фактически база, IE4 и IE5 — то, за что борются. Но мало кто снаружи понимает, что для завода повышение КПД на доли процента — это целая революция в цеху. Это не просто использовать более качественную электротехническую сталь (хотя и она дорожает дико). Это прецизионная штамповка сердечников, чтобы уменьшить зазор, это автоматическая намотка с контролем натяжения провода, это юстировка подшипниковых узлов с точностью до микрона.
Вот реальный кейс. Брали мы как-то двигатели у завода ?Сычуань Ибинь Лиюань Электрик Мотор? (тот самый, что раньше Сычуань Ибинь завод электродвигателей, с 1965 года истории). Они как раз из тех ?назначенных предприятий? минмаша, с глубокой специализацией. Так вот, когда они переходили с IE2 на IE3 для серии своих взрывозащищенных двигателей, главной проблемой стала не сталь, а… шум. Более плотная сборка и новые подшипники дали неожиданный резонанс на определенных частотах. Пришлось полностью пересматривать конструкцию крышек и вентилятора, делать акустические тесты. Экология в широком смысле — это ведь и шумовое загрязнение тоже. Пришлось вкладываться.
Их сайт (liyuandj.ru) сейчас как раз делает упор на эти энергоэффективные линейки. Но за картинками и цифрами КПД стоит именно такая, рутинная инженерная работа. Без нее никакие сертификаты не помогут.
Цикл жизни продукта: от цеха до утилизации
Современный подход — смотреть на весь жизненный цикл. И здесь китайские производители начали очень прагматично считать деньги. Переход на свинцово-бессвинцовую пайку выводов? Да, первоначальные затраты. Но зато ты попадаешь в целый сегмент ?зеленой? электроники и избегаешь будущих штрафов и проблем с утилизацией для твоего клиента. Это становится конкурентным преимуществом.
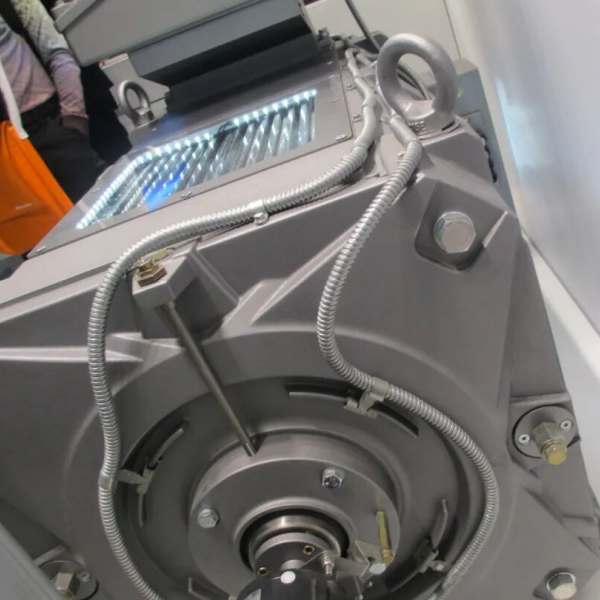
Еще один момент — ремонтопригодность. Казалось бы, какая связь с экологией? Самая прямая. Двигатель, который можно отремонтировать и перемотать, а не выбросить через 5 лет, — это тонны сохраненных ресурсов. Видел, как на некоторых новых заводах делают корпуса сварными и облегченными до предела — в погоне за экономией металла. Но такой корпус при серьезном ремонте часто не выдерживает разборки-сборки, его просто рвет. И весь агрегат идет в лом. Старые же заводы, вроде упомянутого Лиюань, часто используют в своих спецдвигателях литые чугунные корпуса. Тяжелее, дороже? Да. Но на протяжении 30-40 лет службы такой двигатель можно ремонтировать десятки раз. В долгосрочной перспективе для планеты это выгоднее.
Это, кстати, часто упускают аналитики, которые смотрят только на ?углеродный след производства?. След эксплуатации и утилизации — вот где собака зарыта.
Локальные особенности и глобальные вызовы
Нельзя все мести под одну гребенку. Завод в приморской зоне и завод в засушливом Сычуане сталкиваются с разными экологическими проблемами. Для первого критична защита от коррозии, а значит, и технологии покраски, гальваники, которые сами по себе — источник потенциального загрязнения. Приходится внедрять замкнутые циклы промывки, дорогие системы нейтрализации стоков.
В том же Ибине, где расположен Лиюань, с влажностью свои сложности. Антикоррозионная упаковка перед отгрузкой — это не просто полиэтилен. Это вакуумирование с силикагелем, контроль точки росы внутри упаковки. Если сэкономить здесь, двигатель придет клиенту уже с рыжими пятнами. И это тоже часть экологической ответственности — поставить продукт, который не начнет ржаветь в первую же неделю на складе.
Глобальный вызов — это цепочки поставок. ?Зеленый? двигатель, сделанный по всем стандартам, но из стали, выплавленной на грязном комбинате, — это лицемерие. Поэтому крупные игроки теперь требуют от субпоставщиков экологические сертификаты. Это создает волну изменений по всей цепочке, но и тормозит процесс. Ждать ?чистый? чугун для корпуса можно втрое дольше.
Будущее: цифра и материалы
Куда все движется? Я вижу два главных вектора. Первый — цифровизация самого производства. Системы IoT на оборудовании, которые в реальном времени отслеживают расход энергии, воды, выбросы от покрасочных камер. Это не для отчетности, а для экономии. Видел систему на одном заводе, которая оптимизирует график работы печей отжига, чтобы они включались в часы минимального тарифа на электроэнергию и при этом снижали пиковую нагрузку на сеть. Экономия — десятки тысяч в год. И снижение нагрузки на местную энергосистему — опять экология.
Второй вектор — новые материалы. Речь уже не только о сталях. Это и высокотемпературные пластики для крыльчаток вентиляторов (легче, тише), и новые композитные покрытия. Самый интересный, но и рискованный путь — это попытки использовать переработанные материалы, например, медь из утилизированных трансформаторов для обмоток. Пока что это дорого и сложно по контролю качества, но эксперименты идут. Если удастся наладить — будет прорыв.
В итоге, что получается? Завод асинхронных двигателей сегодня — это уже не ?дымящаяся кузница?. Это сложный организм, где экологические требования не душат технологию, а скорее направляют ее в более эффективное и, как ни парадоксально, часто более экономичное в долгосрочной перспективе русло. Да, путь полон компромиссов и технологических неудач, как та история с пропиткой. Но вектор задан четко. И те, кто встроил этот принцип в саму логику производства, как некоторые старые, но гибкие предприятия вроде Сычуань Ибинь Лиюань, имеют шанс не просто выжить, а задавать тон. Потому что в конечном счете, надежный и эффективный двигатель, который служит долго и не вредит окружающей среде при изготовлении, — это и есть тот продукт, который будет нужен всегда.