
Китайский ye3 завод: инновации и экология?
2026-02-27
Когда слышишь ?китайский завод?, часто в голове всплывает стереотип: дым, конвейер, объёмы любой ценой. Но с двигателями, особенно с теми же ye3, история давно пошла по другому пути. Мне, например, приходилось видеть, как на том же Сычуань Ибинь Лиюань Электрик Мотор перестраивали линии под новые стандарты — и это был не просто ремонт, а пересмотр самой логики производства. Многие до сих пор думают, что ?инновации? в Китае — это копирование, а ?экология? — табличка на заборе. На деле же всё упирается в конкретные техпроцессы, выбор материалов и, что важно, экономику самого предприятия. Давайте разбираться без глянца.
От стандарта к практике: что скрывается за маркировкой ye3
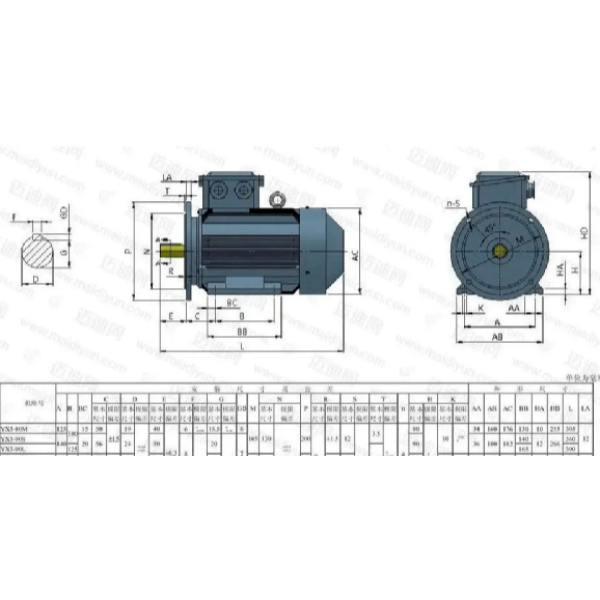
Стандарт ye3 — это, по сути, уровень энергоэффективности для асинхронных двигателей. В теории всё ясно: меньше потерь, выше КПД. Но на практике внедрение упирается в массу деталей. Например, использование более качественной электротехнической стали. Не всякая сталь, которая формально подходит, даёт стабильный результат в серии. На том же Лиюане в Ибине я видел, как инженеры годами подбирали поставщиков, потому что партия к партии могла ?плыть? магнитными свойствами — и это сразу било по параметрам готового двигателя.
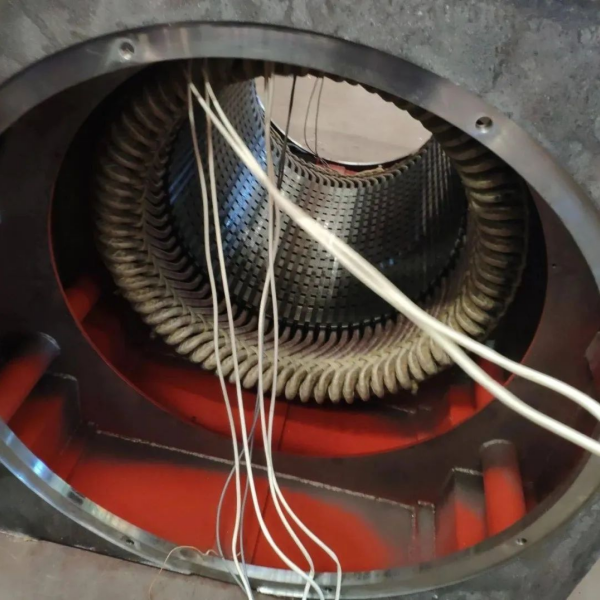
Ещё один момент — точность изготовления сердечника и обмотки. Здесь инновации часто лежат не в роботах-сборщиках (хотя и они есть), а в контроле на каждом этапе. Помню, как на участке намотки статора вводили систему лазерной проверки геометрии пазов. Казалось бы, мелочь. Но именно она позволила сократить разброс параметров и, как следствие, гарантировать заявленный класс эффективности для каждой единицы, а не только для образцов на сертификацию.
И вот здесь возникает первый экологический аспект, о котором редко говорят в пресс-релизах. Повышение КПД на проценты — это не просто цифра для каталога. Для двигателя, который работает 8000 часов в году на насосе или вентиляторе, это тонны несожжённого угля на электростанции. Поэтому настоящий ye3 завод работает не на ?зелёный имидж?, а на снижение эксплуатационных затрат клиента. И это, пожалуй, самый честный драйвер для экологии.
Экология как часть производственной цепочки
Говоря об экологии завода, все сразу смотрят на трубы. Но куда интереснее (и сложнее) процессы внутри цехов. Возьмём лакоокрасочные линии. Переход на порошковые краски и современные системы напыления — это не только снижение выбросов летучих веществ. Это, в первую очередь, вопрос качества изоляции и защиты двигателя от коррозии. На сайте liyuandj.ru компании ООО ?Сычуань Ибинь Лиюань Электрический мотор? можно увидеть, что они делают акцент на двигатели для сложных условий. Так вот, без пересмотра покрасочного цеха под эти задачи никак.
Утилизация отходов — отдельная тема. Обрезки меди, стальной шихты, отработанные СОЖ. Крупные игроки, вроде упомянутого завода с историей с 1965 года, давно наладили замкнутые циклы. Медная стружка не на свалку, а обратно в переплавку. Но ключевое слово — ?наладили?. Это не произошло само собой. Это результат давления как со стороны регулирующих органов, так и со стороны самих инженеров, которые считают расточительство неэффективным.
Частый вопрос: а как быть с энергозатратами самого производства? Здесь инновации иногда принимают неожиданные формы. Например, рекуперация тепла от печей сушки обмоток для отопления административных помещений в зимний период. Не глобальная технология, а локальное, но окупаемое решение. Такие вещи редко попадают в отчёты по устойчивому развитию, но именно они создают ту самую ?практическую экологию?.
Инновации: между давлением рынка и реальными возможностями
Инновации ради инноваций — это не про промышленность. Всё упирается в стоимость и надёжность. Внедрение ЧПУ для обработки корпусов — это, безусловно, шаг вперёд. Но главный выигрыш — не в скорости, а в повторяемости. Когда ты делаешь двигатель для шахтного вентилятора или нефтенасоса, любое отклонение в посадочных размерах может привести к поломке на объекте. Поэтому автоматизация здесь — инструмент обеспечения качества, а не просто ?модернизация?.
Однако не всё проходит гладко. Был опыт внедрения одной системы автоматизированного контроля вибрации на сборочном потоке. Теория была безупречна: 100% проверка. На практике датчики оказались слишком чувствительны к фоновому шуму цеха, пришлось строить звукоизолированные кабины для тестовых стендов, что затянуло проект на полгода. Это типичная история: купил ?умное? оборудование, а под него нужно перестраивать половину инфраструктуры.
С другой стороны, успешные инновации часто выглядят скромно. Допустим, оптимизация формы крыльчатки вентилятора двигателя для улучшения охлаждения. Не патент века, но благодаря компьютерному моделированию удалось снизить рабочую температуру на несколько градусов, что напрямую влияет на срок службы изоляции. Для конечного пользователя это важнее, чем красивая бирка ?инновационный продукт?.
Случай из практики: адаптация под специфический заказ
Хочу привести пример, который хорошо показывает связку инноваций и экологии в работе. К нам, а я тогда тесно взаимодействовал с инженерами из Ибиня, поступил запрос на двигатель для морской платформы. Требования: высокая коррозионная стойкость (солевой туман), компактность и опять же ye3 уровень эффективности. Казалось бы, бери стандартную конструкцию и делай корпус из нержавейки.
Но нержавейка — дорога и сложна в обработке. Вместо этого предложили комбинированное решение: алюминиевый сплав для корпуса с особым многослойным лакокрасочным покрытием, прошедшим испытания в камере солевого тумама на 2000 часов. Это была инновация в области материаловедения и технологии нанесения. А для обеспечения КПД пришлось пересчитать магнитную цепь, чтобы компенсировать возможные потери из-за изменений в конструкции.
Итог: двигатель получился не самым дешёвым, но заказчик взял его именно из-за общего расчёта стоимости жизненного цикла. Меньше энергопотребление, выше надёжность в агрессивной среде, значит, меньше простоев и ремонтов. Вот она, прикладная экология и экономика в одном флаконе. Такие проекты — лучшая школа для любого завода.
Будущее: куда движется отрасль?
Если смотреть вперёд, то разговоры про ?зелёное? производство будут только усиливаться. Но тренд, на мой взгляд, смещается от просто энергоэффективного двигателя к интеллектуальной системе. Речь о встраиваемых датчиках температуры, вибрации, которые позволяют перейти от планового ремонта к ремонту по состоянию. Это кардинально снижает риски аварий и утечек (что тоже экология) и оптимизирует энергопотребление всей установки.
Второй вектор — это круговорот материалов. Уже сейчас ведутся работы по созданию двигателей, где проще выделять медь и сталь для вторичной переработки в конце жизненного цикла. Это сложная задача, связанная с конструкцией и выбором клеев, компаундов. Но компании, которые хотят оставаться на рынке ЕС или других строгих регионов, будут вынуждены этим заниматься.
В конечном счёте, для такого предприятия, как ООО ?Сычуань Ибинь Лиюань Электрический мотор?, с его более чем полувековой историей, вызов заключается в балансе. Сохранить надёжность и рентабельность, за которые ценят традиционные моторы, и при этом встроиться в новые мировые тренды. Судя по их портфелю проектов, они этот путь проходят не через революцию, а через последовательную модернизацию и внимание к деталям. А это, пожалуй, самый реалистичный путь для настоящего промышленного китайского завода сегодня.