
Китай IE3 завод: инновации и экология?
2026-02-22
Когда слышишь ?китайский завод IE3?, первое, что приходит в голову — масштаб, конвейер, цена. И часто за этим теряется суть: а что на самом деле стоит за этими тремя буквами на конкретном производстве? Многие, особенно на нашем рынке, до сих пор воспринимают Китай как источник дешёвого ?железа?, где об экологии и реальных инновациях в моторостроении речи не идёт. Но это уже давно не так, или, точнее, не совсем так. Позвольте поделиться тем, что видел и с чем сталкивался лично, без глянца.
От этикетки к сути: что скрывает класс IE3
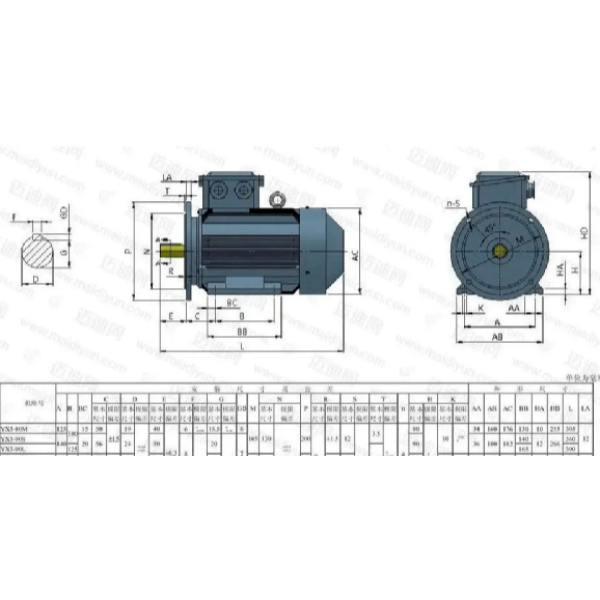
Стандарт IE3 — это не просто наклейка на корпусе. Это целая философия проектирования. На том же заводе в Ибине, SICHUAN YIBIN LIYUAN ELECTRIC MACHINERY CO.LTD, мне показывали, как менялась конструкция сердечника и обмотки за последние лет восемь. Раньше главным был выходной вал и корпус, а теперь — компьютерное моделирование магнитных полей, чтобы выжать каждый процент КПД. Но вот нюанс: достичь класса по паспорту — одно, а обеспечить его стабильность в партии в 5000 штук — совсем другое. Тут и начинается настоящее производство.
Помню, в 2019 году были проблемы с партией двигателей для насосов. На стенде всё идеально, IE3 подтверждён, а в полевых условиях, при специфической нагрузочной диаграмме, эффективность проседала. Оказалось, дело было не в основном производстве, а в поставщике электротехнической стали — партия была с неоднородными свойствами. Заводу пришлось срочно ужесточать входной контроль и дорабатывать технологию сборки под новый материал. Это был дорогой урок, но после него появилась та самая ?живучесть? параметров, которую сейчас ценят.
Именно поэтому, когда заходишь на https://www.liyuandj.ru и видишь сертификаты, стоит понимать: за ними — не только испытательный стенд, но и тонны переработанного лома от брака, километры переделанной обмотки и горы отчётов по статистическому контролю процесса. Инновация здесь — это часто не прорывная технология, а кропотливое устранение сотен мелких переменных, которые крадут эти проценты КПД.
Экология: не только выхлопные газы завода
Говорить об экологии применительно к заводу электродвигателей — это сразу уходить от стереотипа ?трубы и фильтры?. Основной экологический эффект — это то, что делает двигатель у конечного пользователя. Двигатель IE3, потребляя на 2-5% меньше энергии, чем старые модели, за свой жизненный цикл ?экономит? тонны выбросов CO2 на электростанции. Это — первый и главный пункт.
Но есть и второй, менее очевидный — само производство. На том же Лиюане я обратил внимание на систему рекуперации тепла от печей пропайки обмоток. Казалось бы, мелочь. Но это тепло идёт на отопление цеха в зимний период. Не фантастика, но реальная экономия ресурсов. Или утилизация обмоточного лака — раньше это была головная боль, сейчас есть подрядчик, который его забирает и регенерирует. Это не делает завод ?зелёным садом?, но показывает сдвиг в мышлении: отходы — это потенциальное сырьё, а не просто статья расходов на вывоз.
Правда, есть и обратная сторона. Переход на производство IE3-двигателей потребовал больше меди и качественной стали. Добыча и первичная переработка этих материалов — процессы очень энергоёмкие и не самые чистые. Получается, мы немного ?переносим? экологическую нагрузку вверх по цепочке. Об этом редко говорят в рекламных проспектах, но это важный аспект для полной картины.
Материалы и ?скрытые? инновации
Сердечник. Казалось бы, штамповка из электротехнической стали — технология столетней давности. Но именно здесь кроются резервы. На заводе в Ибине экспериментировали с различными марками стали, включая российские 2411 и 2421, и японские аналоги. Задача — не просто купить лучшую, а адаптировать к ней технологию резки и отжига, чтобы минимизировать потери на вихревые токи. Видел, как меняли конструкцию штампа для уменьления деформации кромки — это дало прирост в КПД на 0,3%. Цифра мизерная для одного двигателя, но для годового выпуска — колоссальная экономия.
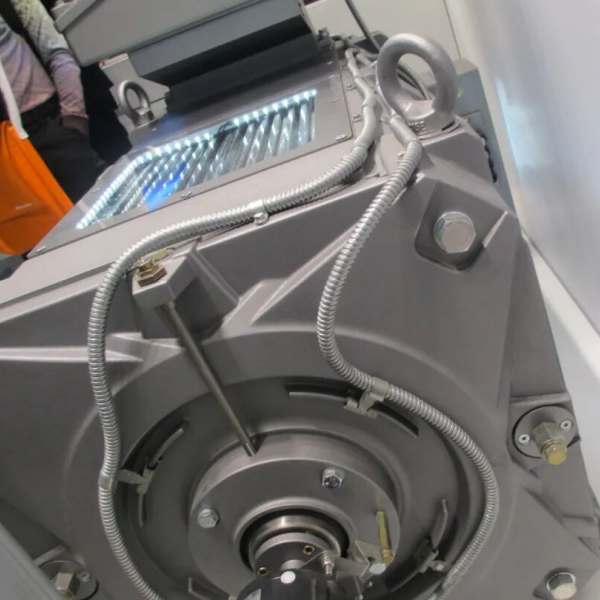
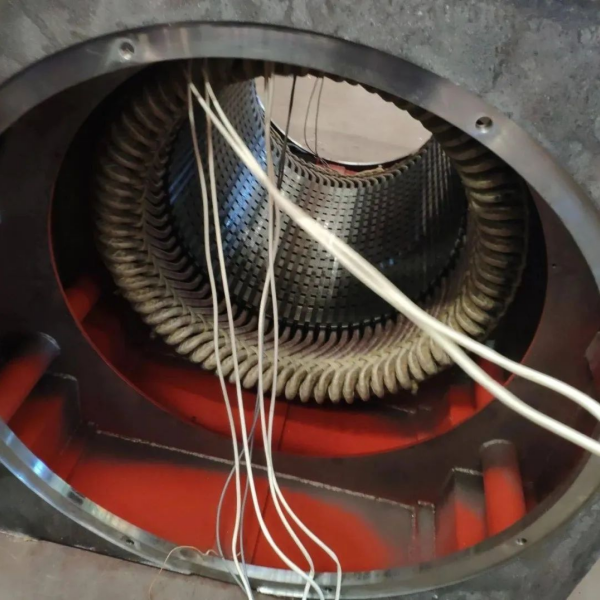
Обмотка. Здесь два фронта работ: изоляция и автоматизация. Внедрение систем автоматической укладки катушек — это не только скорость. Это, в первую очередь, стабильность натяжения провода и геометрии. Ручная работа всегда даёт разброс. А разброс в обмотке — это разброс в параметрах двигателя. После внедрения роботизированных линий процент брака по электрическим параметрам упал заметно. Но и тут не без проблем: тот же робот требует идеально подготовленных и отожжённых катушек, малейший дефект в медной проволоке — и он встанет. Пришлось полностью пересматривать логистику и хранение комплектующих.
Корпус и охлаждение. Переход на алюминиевые сплавы для корпусов малых и средних двигателей — тренд. Легче, лучше теплоотвод. Но Китай — не страна дешёвого алюминия. Поэтому часто идут на компромисс: ответственные детали — алюминий, основа — чугун. Разработали свою конструкцию рёбер охлаждения, которая эффективнее при боковом обдуве. Проверяли это в аэродинамической трубе. Звучит солидно, но на деле это была переделанная система вентиляции из сборочного цеха. Зато результаты были реальные, не с потолка.
Конкретный кейс: от заказа до отгрузки
Расскажу на примере одного заказа, который мы вели для комплектации дымососов. Нужен был асинхронный двигатель IE3, 75 кВт, с особыми требованиями по пусковому моменту и защите от вибрации. Связались с ООО Сычуань Ибинь Лиюань Электрический мотор. Важно: это не торговый дом, а именно завод, что сразу меняет диалог.
Первое, что удивило — они не стали сразу говорить ?да, сделаем?. Прислали анкету с десятком технических вопросов: не только параметры сети и режим работы, но и тип coupling, примерный спектр вибраций на установке, даже фото монтажной плиты. Потом была серия видеозвонков с их главным инженером и технологом. Они буквально набросали эскиз вала и предложили изменить посадочные размеры под наш редуктор, чтобы избежать переходной втулки. Это добавило им работы, но улучшило конечный результат.
На этапе производства пришла фотоотчётность по ключевым операциям: штамповка пакета сердечника, укладка первой катушки, динамическая балансировка ротора. Была заминка с лаком для пропитки — их стандартный не проходил по температурному классу для нашего проекта. Нашли замену, но это сдвинуло график на две недели. Никто не пытался это скрыть или списать на ?форс-мажор?. Прислали протоколы испытаний готового изделия, включая кривую КПД в разных точках нагрузки. Двигатель работает уже третий год, нареканий нет. Этот опыт показал, что современный китайский завод — это не безликий конвейер, а, при желании заказчика, вполне гибкая инженерная структура.
Проблемы и ограничения: взгляд изнутри
Нельзя говорить только об успехах. Есть системные сложности. Первая — кадры. Опытные инженеры и технологи, которые застали ещё старую школу (завод-то основан в 1965 году), постепенно уходят. Молодёжь приходит с хорошим теоретическим багажом, но не хватает именно ?чувства металла?, практического опыта, когда по звуку сверления или цвету стружки понимаешь, что что-то не так. Завод борется с этим через внутреннее наставничество, но процесс долгий.
Вторая — зависимость от глобальных цепочек поставок. Кризис 2020-2022 годов больно ударил. Не только по чипам для ЧПУ, но и по такой, казалось бы, банальной вещи, как шарикоподшипники. Пришлось в авральном порядке сертифицировать новых поставщиков из Восточной Европы, а это всегда риск по качеству. Видел, как целая партия роторов была забракована из-за повышенного шума подшипников — пришлось разбирать и менять вручную.
Третье — давление стоимости. Рынок требует IE3, но часто хочет заплатить за него как за IE2. Это заставляет искать компромиссы в материалах, которые не всегда идут на пользу долгосрочной надёжности. Самый болезненный вопрос — использование алюминиевой обмотки вместо медной в двигателях малой мощности под маркой ?эконом-серия?. Да, класс КПД формально достигается, но по стойкости к перегрузкам и сроку жизни есть вопросы. Заводу приходится лавировать между рыночными требованиями и своей репутацией.
Итог: куда движется ?китайский IE3??
Так что же в сухом остатке? Китайское производство двигателей IE3 — это уже давно не копирование, а вполне самостоятельная, хоть и прагматичная, инженерная школа. Акцент сместился с ?сделать дешевле? на ?сделать стабильнее и эффективнее?. Экология воспринимается не как пиар-ход, а как неизбежное условие игры на международном рынке и, в конечном счёте, как способ снижения собственных издержек через экономию ресурсов.
Будущее, как мне видится, за дальнейшей интеграцией. Двигатель всё реже будет поставляться как отдельный узел. Это будет готовый агрегат с датчиками, мягким пускателем и даже простейшей системой диагностики, собранный и откалиброванный на заводе. На liyuandj.ru уже появляются такие предложения. Это следующий логичный шаг: продавать не килограммы железа и меди, а гарантированную функциональность и экономию энергии за весь срок службы.
Поэтому, когда в следующий раз услышите ?китайский IE3 завод?, думайте не о сборочном цехе, а о цепочке: от компьютерной симуляции магнитного поля и поиска поставщика стали до системы рекуперации тепла и борьбы за каждый ватт потерь. Это сложный, иногда противоречивый, но живой и очень прагматичный организм. И в этом, пожалуй, и заключается его главная сила и настоящее лицо современных инноваций.